KNEC KCSE Past Papers Maths B 2014
KCSE Past Papers Metalwork 2014
3.17.1 Metalwork Paper 1 (445/1)
SECTION A (40 marks)
Answer ALL questions in this section in the spaces provided.
1 a)Outline a problem that is likely to occur as a result of:
(i) scribing a line using a dot punch; (1 mark)
(ii) dot punching using a scriber.. (1 mark)
b) Outline three methods of extracting a broken tap from a hole. (3 marks)
2 a) State two uses of a template. (2 marks)
b) With the aid of a sketch outline the procedure of locating the centre of around bar using an oddleg callipers. ( 2 marks)
c) With reference to finishing of metal surfaces:-
(i) state two reasons for painting; (1 mark)
(ii) list two methods of applying paint. (1 mark)
3 a) List two uses of a drift in forging. (1 mark)
b) State two precautions to be observed when twisting a metal bar to avoid uneven twist. (1 mark)
4 a) Give two reasons for using hollow metals in making furniture. (1 mark)
b) State four safety precautions to observe when using a grinding machine. (2 marks)
5 a) List four specifications to consider when buying a rivet. (2 marks)
b) State three factors to consider when selecting spelter for brazing. (3 marks)
6 a) List four methods of holding a work piece on a lathe machine. (2 marks)
b) State two reasons for knurling. (1 mark)
7 a) Outline three functions of an electrode flux during the arc welding process. (3 marks)
b) List two broad uses of metals. (1 mark)
8 a) List four sources of information related to career choice in a school setting. (2 marks)
b) A metal work company is to be established in a new premises.
9 a) Outline four considerations to be taken into account during this process. (2 marks)
b) Explain the purpose of annealing metals. (1 mark)
10 a)Outline the annealing process. (2 marks)
b) Use sketches to show:
(i) a double hem edge; (1 mark)
(ii) a false wire edge. (1 mark)
11 State one resulting property of alloying steel with each of the following elements:-
(i) Manganese
(ii) Chromium
( Nickel
(3 marks)
SECTION B (60 marks)
Answer question 11 and any other three questions in the spaces provided.
Candidates are advised to spend NOT MORE THAN 25 MINUTES on question 11.
11 Figure 1 shows orthographic views of a machined block drawn in first angle projection.
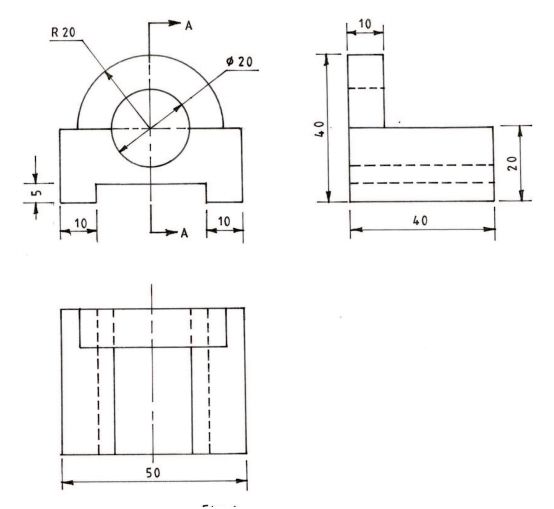
Draw full size, the following;
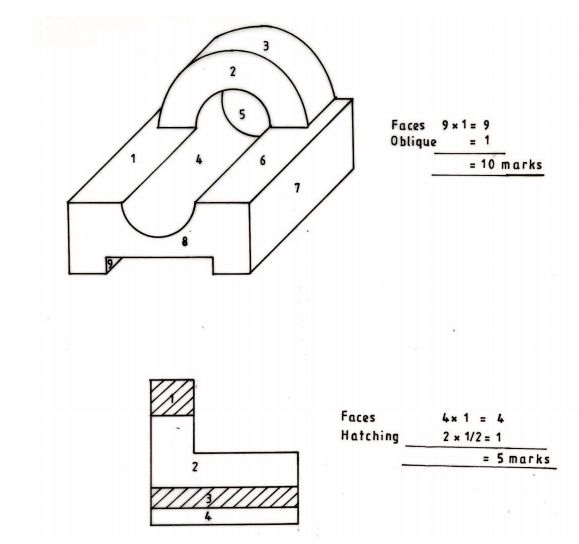
(a) the oblique view of the block; (10 marks)
(b) the sectional end elevation through A-A. (5 marks)
12 (a) With reference to brazing outline:-
(i) four points to consider in order to obtain a strong brazed joint; (4 marks)
(ii) four safety precautions to be observed while brazing. /7 marks)
(b) With respect to are welding:- (i) state three points to consider When selecting an electrode
(ii) Name and illustrate two methods of starting an arc.
(iii) List three methods of inspecting the quality of a weld.
13 With the aid of labelled sketches, outline the following lathe procedures:
(a) Drilling
(b) Parting off
14 Figure 2 shows an iron box stand made of mild steel plate.
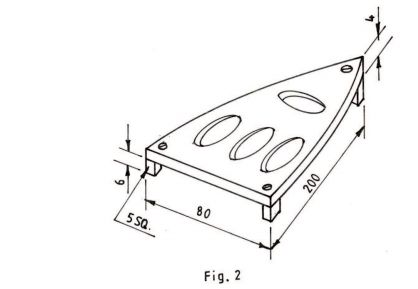
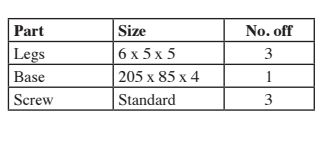
(a) Prepare a cutting list for the stand.
(b) Outline the procedure of:-
(i) making the stand;
(ii) case hardening the stand.
(c) Name two appropriate methods of finishing the stand.
(b) Outline the procedure of soldering a grooved seam.
(c) Give two examples Where a grooved soldered seam is used.
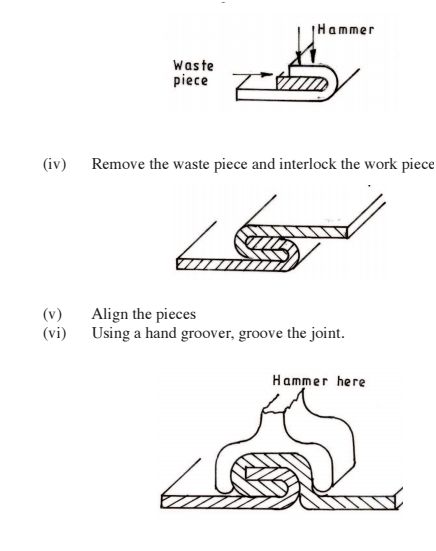
15 a) With the aid of sketches outline the procedure of making a grooved seam.
c) Outline the procedure of cutting a 100 mm diameter hole on a sheet met“ “”i”” curved snips.
4.17 METALWORK (445)
4.17.1 Metalwork Paper 1 (445/ 1)
SECTION A
1. (a) Problems likely to occur as a result of:
(i) scribing a line using a dot punch – it Will be difficult to reach the required corner and mark the line due to the thick point of the punch. 1 mark
(ii) Dot punching using a scriber – the tip of a scriber can easily break. 1 mark
(b) Methods of extracting a broken tap from a hole.
(i) The broken piece may be punched out backwards to unscrew.
(ii) The piece may be heated to soften and then drilled out.
(iii) Use a stud remover/tap extractor to remove the piece.
3 x 1 = 3 marks
2. (a) Uses of a template:
(i) For marking out repeated identical parts with minimum waste during mass production.
(ii) For checking angles, curves and contours when forming pans.
(iii) It serves as a guide for oxy-acetylene cutting of various profiles.
(b)
(i) Set the callipers to convenient radius.
(ii) Mark out a square/rhombus from four different positions using the radius approximately opposite each other.
(iii) Join the diagonals to locate the centre.
(c) (i) Reasons for painting metal surfaces
: ‘ To prevent corrosion.
‘ To decorate articles/for aesthetics.
‘ For identification.
(ii) Methods of painting
‘ By using a painting brush.
‘ Spraying using a spray gun.
‘ By dipping.
‘ Electroplating.
3. (a) Uses of a drift in forging:
(i) To enlarge punched holes.
(ii) To shape punched holes.
(iii) To smoothen punched holes.
(iv) To strengthen the edges of a punched hole.
(b) Precautions to be observed when twisting a metal bar to avoid uneven twist.
(i) Ensure even heating.
(ii) The metal bar must be twisted straight.
(iii) Secure the bar firmly.
4. (a) Reasons for using hollow metals.
(i) They are light in weight.
(ii) They are easy to shape.
(iii) They are cheaper than solid bars.
(b) Precautions while using grinding machine:
(i) Observe the tool rest space as per recommendation.
(ii) Always use eye protection/ goggles.
(iii) Always cool the workpiece to avoid overheating.
(iv) Avoid loose clothing while using the machine.
(v) Use only the face of the wheel.
5. (a) Specifications of a rivet.
(i) Length.
(ii) Shank diameter.
(iii) Material.
(iv) Shape of head.
(b) Factors to consider when selecting spelter for blazing.
(i) Thickness of the material to be brazed.
(ii) The joint design.
(iii) The method of heating the joint.
(iv) The type of material to be brazed.
Any 3 X 1 = 3 marks
6 (a) Methods of holding a work piece on a lathe machine.
(i) Three jaw chuck.
(ii) Four jaw chuck.
(iii) Face plate.
(iv) Catch plate.
(v) Between centres.
(b) Reasons for knurling.
(i) Provide a firm grip.
(ii) For aesthetic value.
7. (a) Functions of an electrode flux in arc welding:
(i) It enables the arc to be struck and maintained easily.
(ii) It shields the molten metal from the air.
(iii) It removes the impurities from the molten metal.
(iv) It forms the slag which helps to protect the weld and slow the cooling.
(v) It provides iron powder to increase the depositing rate.
(vi) It serves as an insulator for the core wire.
(b) Uses of metals
(i) Construction materials in industries.
(ii) For making tools and equipment.
8. (a) Sources of information related to career choice in a school setting.
(i) Career master/mistress/resource person.
(ii) Handbook for guidance and counselling.
(iii) School career information booklet.
(iv) Local newspapers and magazines.
(v) Internet.
(b) Consideration for establishing a company:
(i) Distance from target market/suppliers.
(ii) Waste disposal/environmental concern – NEEMA.
(iii) Availability of utility services like water,
(iv) Accessibility to the site.
(v) Rental facilities for workers.
(vi) Availability of capital.
(vii) Security.
9. (a) Purposes of annealing metals.
electricity and post office.
To soften ® the metal so that it can be easy to be worked on
(b) Process of annealing.
(i) Heat the metal slowly to bright red.
(ii) Cool slowly (by burying under hot ash).
10. (a)

Double hem False wire
(b) Resulting properties of alloying steel with:
Manganese – increases resistance to wear and adds strength.
Chromium – increases hardness, toughness and resistance to corrosion.
Nickel – increases strength, toughness and helps
11.
12. (a) (i) Points to consider in order to obtain a strong brazed joint.
‘ Select appropriate joint design.
‘ Clean surface off dust, scales, oil and grease.
‘ Use appropriate filler metal.
‘ Apply correct flux.
‘ Joints to fit closely.
‘ The parent metal should be heated to the correct temperature.
. The brazed joint should be cleaned with warm Water.
(ii) Safety precautions to be observed While brazing:
. Proper dressing must be observed eg. overalls, dust coats, gloves, boots etc.
‘ Brazing goggles with proper lenses must be worn.
‘ Use tongs to hold metal.
‘ Working area must be properly ventilated.
‘ Clean the working area.
‘ Keep off inflammable materials from Working area.
‘ Do not use the gas for dusting overalls and clothing.
(b) (i) Points to consider when selecting an electrode for arc Welding:
.Base metal composition.
‘ Welding current.
‘ Welding position.
‘ Thickness and shape of base metal.
‘ Production efficiency and job condition.
‘ Base metal strength properties.
. Manufacturers recommendations.
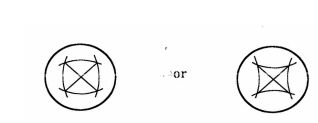
(ii)
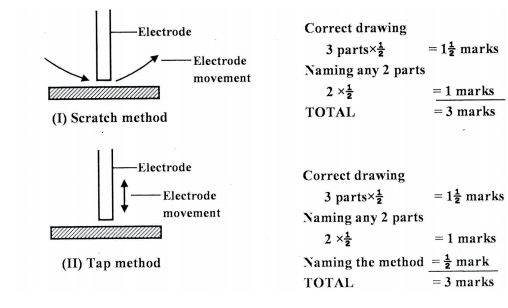
(I) Scratch method
Electrode
Iililectrode
movement
(II) Tap method
(iii) ‘ Visual.
‘ Fluid penetration.
‘ Bending.
. Application of load.
‘ Tensile.
‘ Impact.
Two methods of starting an arc.
13. Lathe operations
(i) Drilling
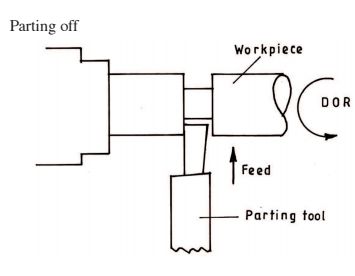
(ii) Parting off
we r k p i e ca
Parting fool
‘ Fix workpiece securely in chuck.
‘ Mark parting point/width.
‘ Set machine to low speed.
. Set parting tool to correct position.
‘ Feed the tool slowly.
. Withdraw tool to allow chips to break off and feed again.
14. (a) Cutting list
Legs 6 X 5 X 5 3
Base 205 X 85 X 4 1
Screw Standard
Part Size N0. off
(b) Procedure of:
(i) Base
‘ Prepare datum edges.
‘ Mark off the profiles.
‘ Drill screw holes.
‘ Countersink the holes.
‘ Drill for slots.
‘ File slots to shape.
‘ Cut outer profile to shape.
‘ File to size..
(ii) Legs
‘ Prepare datum end.
‘ Mark out size.
‘ Cut to size.
‘ File to size.
‘ Mark for holes.
~ Drill holes.
‘ Tap holes.
(iii) Assembly
‘ Align legs to base.
‘ Confirm screw length.
‘ Fasten with screws.
(c) Case hardening
~ Heat to bright cherry red.
~ Cover it with Kasenite compound.
‘ Heat again / re-heat to cherry red.
‘ Quench in water / brine.
(d) Finishing
‘ Bluing.
° Sanding.
‘ Polishing/buffing.
(ii) Mark the joint position.
(m) Make folds on both pieces.
Hummer
wusfe
piece
(iv) Remove the waste piece and interlock the Work pieces.
(v) Align the pieces
(vi) Using a hand groover, groove the joint.
15. (a) (i) Square the edges that will be used for the joint, and remove burrs.
(b) Procedure for soldering.
‘ Clean joints appropriately.
‘ Tin the bit.
‘ Apply flux to the joint.
‘ Heat the joint.
‘Apply solder in one direction, on both sides.
‘Clean the joints
(c) Examples of grooved soldering seams:
‘ Food cans.
‘Water storage cisterns/tanks.
‘ Radiators.
(d) Mark the 100 mm hole.
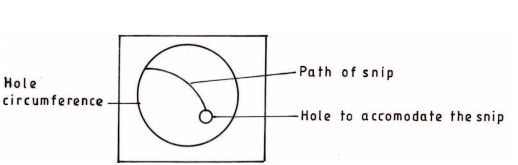
‘Make a hole to accommodate the snips.
. From the hole towards the circumference, cut a smooth curve.
‘ Cut along the circumference to make the hole.
Note:
Accept an illustration as alternative answer.
")
")

")
")



")